摘要: 基于觸摸屏與 PLC 的智能拋丸清理控制系統, 以三菱 FX2N 系列可編程控制器為核心, 利用940GOT-SWD彩色觸摸屏實現了觸摸屏代替常規開關作為輸入,采用微型計算機控制技術對大型雙工位懸掛式柴油機曲軸智能拋丸清理系統進行控制,將拋丸清理過程自動化。 生產實踐表明,此系統人機界面友好、操作簡單和穩定可靠的控制性能使其較好地提高清理系統的工作效率,在拋丸清理控制領域中有一定的應用價值。
關鍵詞: 觸摸屏; PLC; 拋丸清理; 智能控制
中圖分類號: TP273 文獻標識碼: A 文章編號: 1674-6236(2013)16-0005-02
觸摸屏作為一種新型的人機界面,顯示直觀,操作簡單,可靠性高 ,它屬于計算機的輸入設備,與鍵盤和鼠標輸入有所不同,它能讓用戶通過觸摸屏幕來進行選擇輸入 ,比鍵盤和鼠標更為直觀[1]。 觸摸屏不但在日常生活中的很多領域得到應用,且廣泛應用于工業控制中。 我們采用 F940GOT 彩色電阻式觸摸屏代替常規開關輸入,實現了對某集團汽配公司委托我們設計的智能高效的大型雙工位懸掛式柴油機曲軸拋丸清理系統的輸入控制。
1
拋丸清理機系統原理
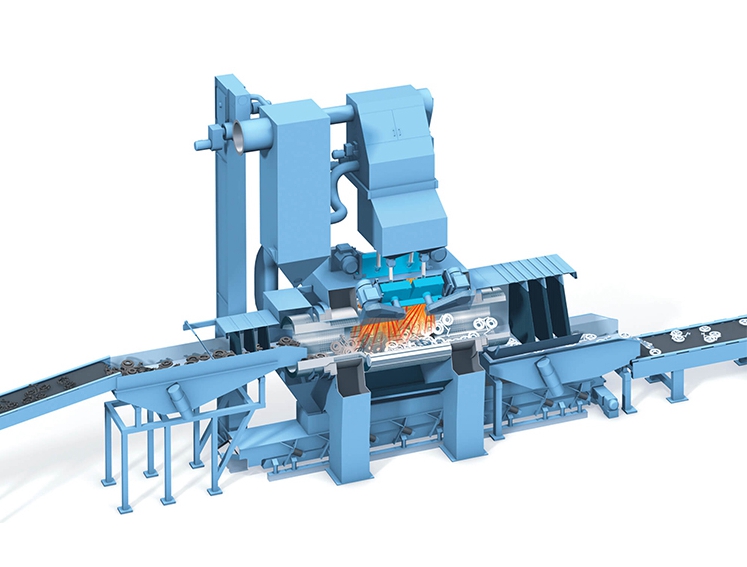
拋丸清理機系統主要是對機械零部件進行表面拋丸清理處理 ,如去除氧化皮 、毛刺 、砂粒和其他表面雜質 ,并使工件表面形成一定的粗糙面[2-3]。
雙工位懸掛式柴油機曲軸智能拋丸清理機系統主要由除塵子系統、鋼丸循環傳送子系統、工件傳送子系統、拋丸清理子系統、PLC 控制器和輸入設備 6 個部分組成[4]。 其結構框圖如圖 1 所示。

圖 1 雙工位懸掛式智能拋丸清理系統框圖
輸入設備主要由觸摸屏 、行程開關 、限位開關 、打滑檢測、急停和手動/自動開關組成,同時觸摸屏還用于拋丸時間顯示。 在輸出控制的 4 個子系統中,除塵子系統包含除塵旋風機和震打機構 ;鋼丸循環傳送子系統包含提升機 、篩分滾筒和風選裝置; 工件傳送子系統包含吊鉤和電動鋼軌小車 ;拋丸清理子系統包含了拋丸器和拋丸清理室。 每個子系統的動作都由電機或氣閥完成。
大型雙工位懸掛式柴油機曲軸拋丸清理系統的控制分全自動控制部分和手動控制部分。 自動控制時,系統一鍵式順序啟動。 手動控制時,每個子系統都可以獨立控制,方便設備維護。
2 觸摸屏選擇
一般來說觸摸屏可分為 4 類 ,分別為電阻式 、電容感應式、紅外線式以及表面聲波式。 每一類觸摸屏都有其各自的優缺點,在系統設計時可按系統實際需求而選擇 。 電阻屏穩定性好,可靠性好、環境適應性強,在工控領域中電阻屏顯示出了它的獨特性質,已成為市場上的主流產品。 由于拋丸清理系統工作環境較差,空氣中含有的各種對電氣設備有損害的 氣 體 及 塵 埃 , 因 此 系 統 人 機 界 面 采 用 三 菱 電 阻 式F940GOT-SWD 型彩色觸摸顯示屏。
三菱 F940GOT-SWD 型彩色電阻式觸摸屏,觸摸屏顯示320×240 象素的圖像,有畫面顯示功能、畫面操作功能 、監視功能、數據采樣功能和報警功能。
F940GOT-SWD 需要外部 DC24V 電源供電,它有兩個通信接口,一個與計算機連接的 RS232 連接口 ,用于傳送用戶畫面, 另一個與可編程控制器等設備連接的 RS422 連接口,用于與可編程控制器進行通信[5],如圖 2 所示。 通過 PC 機運行專用的編程軟件把觸摸屏畫面下載到觸摸屏中后 ,觸摸屏與計算機便可以斷開連接。

圖 2 觸摸屏與計算機、PLC 連接圖
3 觸摸屏界面設計與實現
觸摸屏編輯軟件為 FX-PCS-DU-WIN-C,它提供了多種控制器件圖形控件以及功能組件能組合出各種顯示與控制功能[6],其畫面主要由參數設置界面、操作控制界面和生產管理界面等組成。 觸摸屏作為上位機,可對 PLC 中的實時數據進行顯示 、記錄 、存儲和處理,起監控機器設備運行的功能。觸摸屏主界面如圖 3 所示。

圖 3 觸摸屏主界
在主界面上可對拋丸時間進行設定,時間設定范圍為 1~30 分鐘,要設定時間時只要觸摸到時間設定區便會出現輸入鍵盤,從而輸入所要設定的拋丸時間。 選擇自動運行模式和手動運行模式分別可以進自動操作和手動操作兩個界面 ,操作界面如圖 4 和圖 5 所示。

圖 4 觸摸屏自動模式界面

圖 5 觸摸屏手動模式界面
在自動模式操作時,吊鉤升降和運工件的小車為手動操作,其他被控設備運行動作控制為一鍵全自動完成。 選擇返回鍵可返回上一*菜單。 系統啟動、系統停止和吊鉤進四個開關的動作設置為瞬間,其他開關設置為交替。
由于手動操作需要的輸入開關比較多 ,因此在手動模式操作時分除塵子系統 、鋼丸循環傳送子系統 (吊鉤操作和小車操作)、 工件傳送子系統和拋丸清理子系統 4 個子系統操作界面,選擇對應的子系統可進入相應操作界面。
除塵子系統操作界面主要對除塵電機 、振打電機 、抽風機的啟停進行控制;拋丸清理子系統操作界面主要
拋丸機的啟停和各門的開與關進行控制;丸料循環子系統操作界面主要對提升機和螺旋傳送機的啟停進行控制;吊鉤操作和小車操作界面主要對吊鉤和鋼軌小車的運行進行控制。
各操作畫面繪制、 設置好以后便可以下載到觸摸屏中 ,觸摸屏與 PLC 聯機使用,通過操作人員在觸摸屏上操作觸發PLC 的操作指令或者顯示 PLC 運行中的各種信息。
4 結束語
基于 F940GOT 觸摸屏與 PLC 結合, 實現了觸摸屏代替常規開關作為輸入,并對大型雙工位懸掛式柴油機曲軸智能拋丸清理系統進行控制。 系統具有明顯的優勢,系統智能度有了很大的提高, 自雙工位懸掛式柴油機曲軸智能拋丸清理系統投入生產以來 ,降低系統維護的費用和風險 ,具有廣闊的推廣應用前景。
參考文獻:
[1] 岳慶來. 變頻器、可編程序控制器及觸摸屏綜合應用技術[M].北京:機械工業出版社,2006.
[2] 姜培剛. 全自動發動機缸體拋丸清理系統的研究[J]. 鑄造


 魯公網安備 37021102001299號
魯公網安備 37021102001299號